






- 產(chǎn)品名稱:玻璃鋼負壓風機外殼成型液壓機-1500噸四柱模壓機
- 推薦度:

玻璃鋼負壓風機是由外殼、風葉、電機、傳動部分、緊固件、支架等部分組成。其中SMC玻璃鋼負壓風機外殼也稱玻璃鋼風罩殼,是一種采用防腐玻璃鋼材料制造的新型的通風設備,屬于軸流風機,風機的外框采用防腐玻璃鋼材質(zhì),工作原理是利用負壓換氣,達到空氣流通,通風降溫的目的。該產(chǎn)品使用一定噸位的液壓機設備配合模具一次模壓成型。玻璃鋼負壓風機具有耐腐蝕、大風量、低能耗、低轉速、低噪音等特點。模壓玻璃鋼風機外殼機器設備常用噸位有800噸、1000噸、1200噸、1500噸、1800噸、2000噸四柱液壓機,其工作臺面、開口、行程可按需設計定做,風機殼模具客戶需自行選購。山東威力重工機床有限公司滕州地區(qū)大型四柱式SMC模壓機、框架式玻璃鋼制品液壓機生產(chǎn)廠家,采購定做玻璃鋼風機外殼成型液壓機設備,歡迎致電咨詢張經(jīng)理:18306370898(可加微信)
玻璃鋼負壓風機外殼成型液壓機組成結構與特點:
1、玻璃鋼負壓風機外殼成型液壓機-1000噸1500t四柱SMC模壓機四柱三梁式,結構簡單,該系列產(chǎn)品具有獨立的動力機構及電氣系統(tǒng),并采用按鈕集中控制,工藝動作采用繼電器或“PLC”可編程序控制器實現(xiàn)調(diào)整、手動、半自動操作,工作壓力、行程范圍均可根據(jù)工藝需要進行調(diào)整。
2、玻璃鋼負壓風機外殼成型液壓機-1000噸1500t四柱SMC模壓機壓制動作一般為:滑塊塊下、減速下行、慢速壓制成型(有時需排氣)、保壓、泄壓、滑塊微回、快回至上限位、頂出缸慢頂頂出缸快頂、頂出缸退回、手工取料并加料。壓機的動作構成有高低壓組合泵,在快速下行時則由自重下行充油實現(xiàn),因而大大降低了快速階段所需功率、要預壓制時,高低壓泵的參與工作,在壓力達到一定值或某一設定位置后,低壓泵泄壓,高壓泵工作,這樣形成低速壓制便于材料充分流動及排出模腔。
3、液壓動力系統(tǒng)由動力控制系統(tǒng)、各種閥和液壓操縱箱等組成,對主機提供動力并實現(xiàn)對主機的控制。液壓站布置于主機右側。
4、壓制缸:機器壓制噸位由單缸或雙缸實現(xiàn)?;钊麠U通過連接法蘭與滑塊相連接。缸體材料為優(yōu)質(zhì)45#鍛鋼,保證材質(zhì)均勻;活塞桿表面中頻淬火處理。主缸密封件采用進口密封圈,確保密封可靠。
5、玻璃鋼負壓風機外殼成型液壓機-1000噸1500t四柱SMC模壓機電氣控制系統(tǒng)既考慮到整個系統(tǒng)的先進性,又充分考慮到系統(tǒng)配置的實用性及可升級性,使整個系統(tǒng)有優(yōu)良的性能價格比。
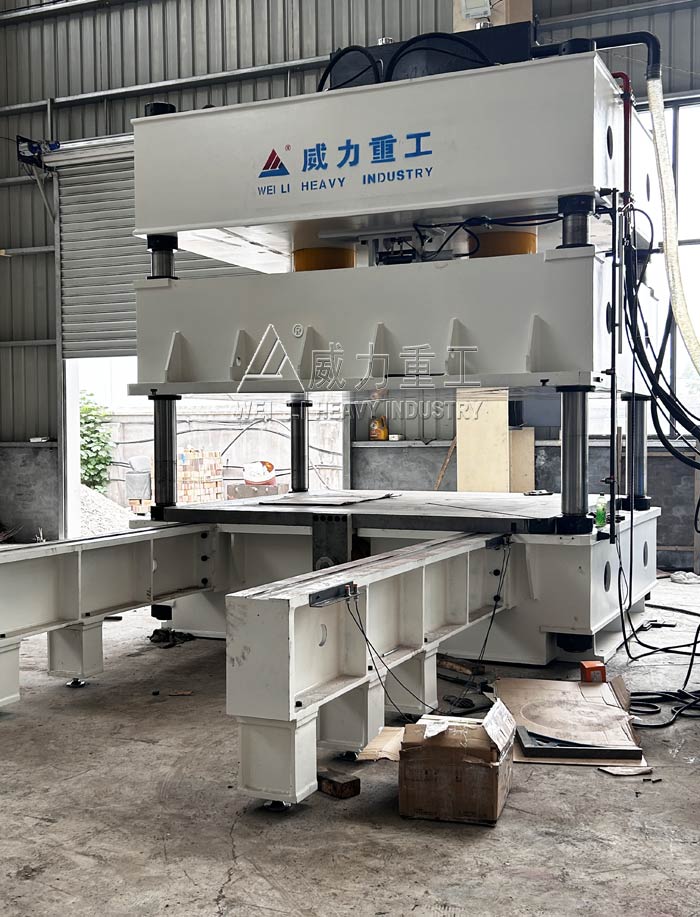
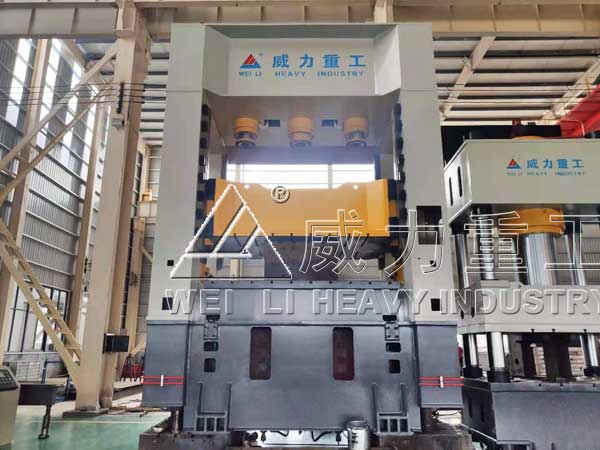
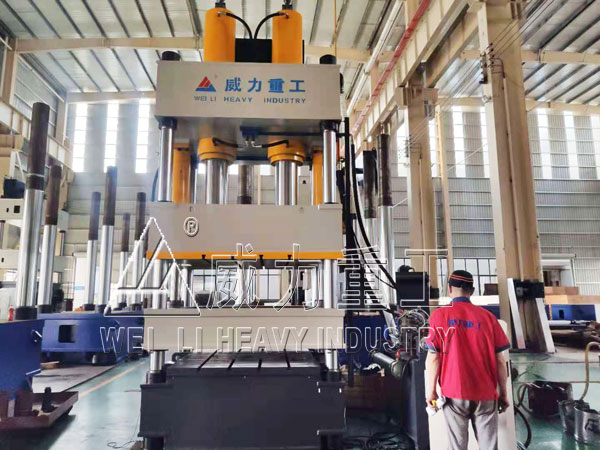
玻璃鋼負壓風機外殼成型液壓機-1000噸1500t四柱SMC模壓機廠家實力機器設備現(xiàn)場:
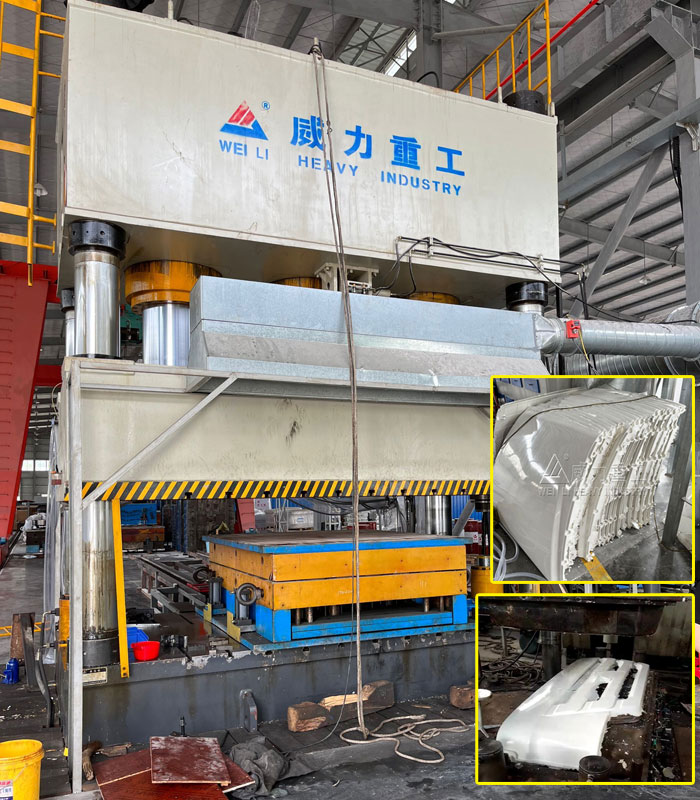
1500噸玻璃鋼負壓風機外殼模壓液壓機

1500噸三梁四柱液壓機

模壓生產(chǎn)玻璃鋼風機外殼過程
模壓玻璃鋼負壓風機外殼的關鍵因素特點:
(1)、裝料和裝模
往模具中加入制品所需用的模壓料過程稱為裝料,裝料量按估算結果,經(jīng)試壓后確定。裝模應遵循下列原則:物料流動路程短:物料鋪 設應均勻;對于狹小流道和死角,應預先進行料的鋪設。
(2)、模壓溫度制度
模壓溫度制度主要包括裝模溫度、升溫速率、成型溫度和保溫時間的選擇。
(3)壓力設置:
壓力設置包括成型壓力、合模速度、加壓時機、放氣等。
①成型壓力:
玻璃鋼負壓風機外殼成型液壓機-1000噸1500t四柱SMC模壓機成型壓力是指制品水平投影面積上所承受的壓力。它的作用是克服物料中揮發(fā)物產(chǎn)生的蒸汽壓,避免制品產(chǎn)生氣泡、分層、結構松散等缺陷,同時也可增加物料的流動性,便于物料充滿模具型腔的各個角落,使制品結構密實,機械強度提高。
玻璃鋼負壓風機外殼成型液壓機-1000噸1500t四柱SMC模壓機成型壓力的選擇取決于兩個方面的因素:a模壓料的種類及質(zhì)量指標。如酚醛模壓料的成型壓力一般為30-50MPa,環(huán)氧酚醛模壓料的成型壓力為5- 30MPa,聚酯型模壓料的成型壓力為7-lOMPa。 b制品結構形狀尺寸。對于結構復雜,壁厚較厚的制品,其成型壓力要適當增加。外觀性能及平滑度要求高的制品一般也選擇較高的成型壓力。
②合模速度
裝模后,上下模閉合的過程稱為合模。上模下行要快,但在與模壓料將接觸時,其速度要放慢。下行快,有利于操作和提高效率;合模要慢,有利于模內(nèi)氣體的充分排除,減少氣泡、砂眼等缺陷的產(chǎn)生。
③加壓時機
合模后,玻璃鋼負壓風機外殼成型液壓機-1000噸1500t四柱SMC模壓機進行加壓操作。加壓時機的選擇對制品的質(zhì)量有很大的影響。加壓過早,樹脂反應程度低,分子質(zhì)量小,粘度低,樹脂在壓力下易流失,在制品中產(chǎn)生樹脂集聚或局部纖維裸露。加壓過遲,樹脂反應程度高,粘度大,物料流動性差,難以充滿模腔,形成廢品。通常,快速成型不存在加壓時機的選擇。
④卸壓排氣
將物料中殘余的揮發(fā)物、固化反應放出的低分子化合物及帶入物料的空氣排除過程稱為排氣。其目的是為了保證制品的密實性,避免制品產(chǎn)生氣泡、分層現(xiàn)象。

模壓玻璃鋼風機的加工現(xiàn)場
維修保養(yǎng):
①、玻璃鋼負壓風機外殼成型液壓機-1000噸1500t四柱SMC模壓機用油必須經(jīng)嚴格過濾才可注入油箱,其油位不能低于油標指示處。
②、油箱每半年清洗并更換新油一次,第一次更換油時間不應超過三個月,其油液可重新過濾后再用一次。
③、活動橫梁導套與立柱應定期注油進行潤滑。
④、推薦使用N46號抗磨液壓油或N46號低凝液壓油。
⑤、每半年應檢查壓力表一次。
⑥、機器長期停用時,應將各外漏加工表面擦干凈并涂防銹油。
安全操作規(guī)程:
①、不了解玻璃鋼負壓風機外殼成型液壓機-1000噸1500t四柱SMC模壓機結構性能和操作規(guī)程者不應擅自開動機器。
②、發(fā)現(xiàn)機器有嚴重漏油或工作中發(fā)生不正?,F(xiàn)象(動作不可靠、噪音大、有振動等)應立即停車檢查分析原因,并排除故障不得強調(diào)理由,使機器帶病運轉。
③、機器在工作過程中,不得檢修或調(diào)整模具。
④、嚴禁超載與偏載使用。
上一篇:上一篇:玻璃鋼花盆成型液壓機-400噸500t玻璃鋼制品模壓機
下一篇:下一篇:汽車玻璃鋼導流罩成型液壓機1500噸2000T模壓機
相關產(chǎn)品: